題-1-2.jpg&h=207&w=276&zc=3)

.jpg&h=207&w=276&zc=3)
題-1.jpg&h=207&w=276&zc=3)


只需三步
即可獲得免費(fèi)設(shè)計(jì)方案
01 留言咨詢 (設(shè)備,、產(chǎn)量,、價(jià)格、物料,、流程等)
02 等待回訪 (30分鐘內(nèi)快速回復(fù))
03 免費(fèi)定制 (根據(jù)需求免費(fèi)量身定制流程方案)

題-1-1.jpg&h=400&w=600&zc=3)
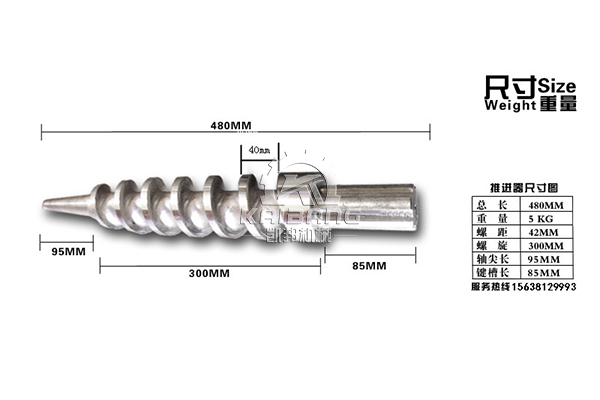
? ? ?推進(jìn)器是木炭機(jī)配件的重要組成部分,。推進(jìn)器是木炭機(jī)配件的重要組成部分。 推進(jìn)器在正常使用情況下,,約12小時(shí)候后,,一般應(yīng)取下修復(fù),但有些原料質(zhì)地不同,,可能需要更短的時(shí)間就需要取下修復(fù)(修復(fù)時(shí)采用的焊條耐磨性及耐熱性也可能影響到使用時(shí)間),。 ??

1.出棒速度明顯下降;
原料干濕程度以及溫度的高低均達(dá)到要求,棒機(jī)經(jīng)??ㄋ?,不能正常生產(chǎn);出棒能成型,但一節(jié)節(jié)脫離,,不能聯(lián)接在一起;出棒很快,,但結(jié)構(gòu)松散,密度過低,,推進(jìn)器前端面部位磨損小于4mm,;成品棒內(nèi)孔直徑小于15mm;
由于進(jìn)入石塊,,鐵釘?shù)犬愇锘蚱渌蚴雇七M(jìn)器螺旋部分磨損,。
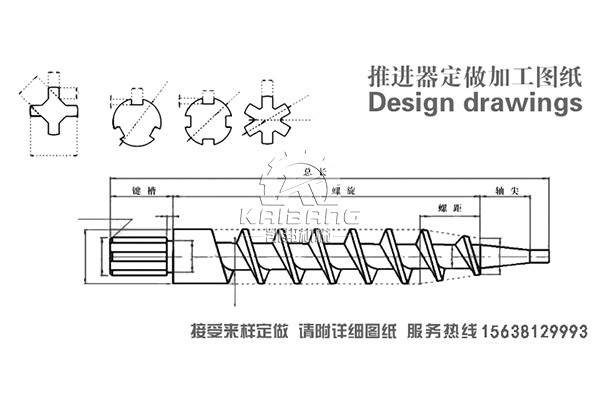
正常的檢測修復(fù)推進(jìn)器的方法有以下幾點(diǎn):
1、把推進(jìn)器端部需堆焊部位預(yù)熱,,溫度達(dá)到200℃左右,。
2、選用特種耐磨焊條(707),,根據(jù)推進(jìn)器端部前角磨損情況分層 堆焊一層,,必須清除焊渣,再焊二層,。焊接厚度超過所需厚度1-2mm,,焊好的推進(jìn)器不應(yīng)有夾渣、氣孔等缺陷,。
3,、捍好后,把焊好的部分插入干燥的生石灰或草森木灰中,,插入深度在三個(gè)導(dǎo)程以上進(jìn)行冷卻,。
4,、冷卻至50℃以下取出,在綠碳化硅砂輪上修磨,,修磨時(shí)不允許用力過猛或局部過熱,,嚴(yán)禁用水或其它液體冷卻。
5,、修磨時(shí),,螺旋端部360度。圓周處前角由2度,,逐漸均勻地增加,,到端部時(shí)前角增加到22度,在此段前角角度上升過程中,不得有坑洼不平或不均勻等現(xiàn)象,。
木炭機(jī)設(shè)備(制棒機(jī))中推進(jìn)器是讓眾多用戶頭疼的一個(gè)部件,,推進(jìn)器一方面容易磨損,另一方面就是修復(fù)問題,。有什么更好的方法可以增加推進(jìn)器的使用壽命?如何保護(hù)推進(jìn)器增產(chǎn)其壽命呢?首先,,我們都知道修復(fù)推進(jìn)器的技術(shù)上要求很高,只有掌握維修技術(shù),,才能提高生產(chǎn),。其修復(fù)制棒機(jī)推進(jìn)器的辦法有:
1、采用的焊接材料質(zhì)量太差導(dǎo)致時(shí)間太短,,因要耐磨還要耐高溫,,市面上一般采用的焊條焊接,大約時(shí)間一般為五到十個(gè)小時(shí),,必須要用好的材料,,我們好的材料如焊接合格大約能用100多個(gè)小時(shí);
2、焊接的工藝不行,,市面上絕大部分是用電焊焊接的,,長的至今只見用30小時(shí)左右的,因電焊無法解決一個(gè)耐高溫的問題,,并且耐磨材料在電焊時(shí)是很難均勻溶入鋼材質(zhì)的;
3,、因材料不同要用不同的壓縮比,這就是很多推進(jìn)器不知道有什么問題,,軸也正,,也沒被磨損,一天好好的但二天就不行,,做不出棒的根本原因,。材料的細(xì)度及粗軟度均對推進(jìn)器有不同的要求。一般而言,,雜木的壓縮比小,,杉木的壓縮比大,這也是很多人說杉木鋸末一文不值不能出棒的原因,,這需要制作人員根據(jù)經(jīng)驗(yàn)及材料來進(jìn)行判斷,,好是一個(gè)廠要備有做多種材料的推進(jìn)器,各種材料要大體分開,。
只需三步
即可獲得免費(fèi)設(shè)計(jì)方案
01 留言咨詢 (設(shè)備,、產(chǎn)量,、價(jià)格、物料,、流程等)
02 等待回訪 (30分鐘內(nèi)快速回復(fù))
03 免費(fèi)定制 (根據(jù)需求免費(fèi)量身定制流程方案)